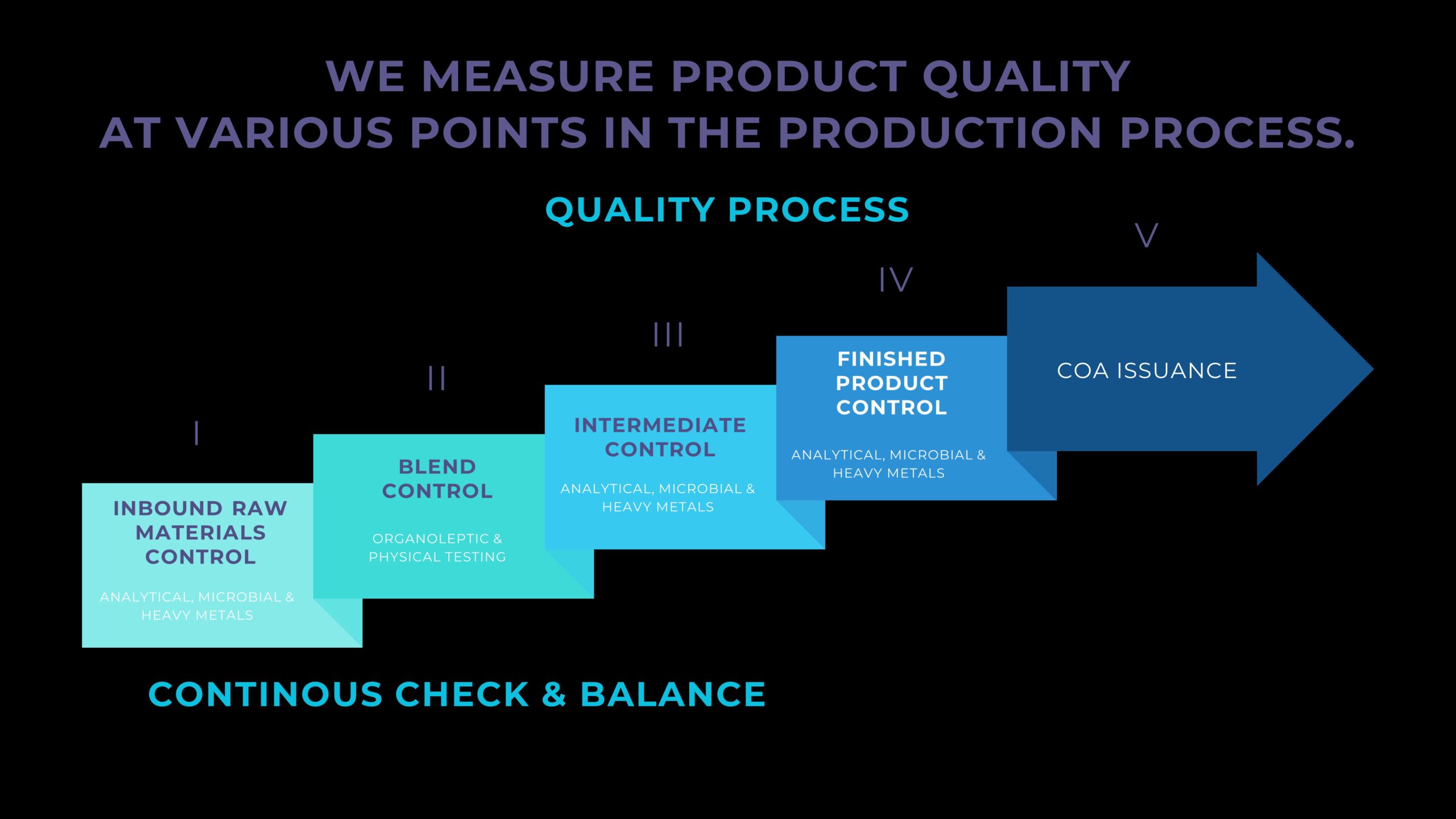
At UniWell, quality is our cornerstone. We rigorously test every batch to ensure consistency and safety, using only pharmaceutical-grade ingredients.
Our state-of-the-art facility meets all regulatory standards, guaranteeing that our nutraceuticals exceed industry expectations.